カテゴリー: 調べ物
調べ物や調べたことを書いておく
スプリューとエンザート
アルミの母材にタップを立ててネジを直接締め付けることがある。アルミの母材に立てた雌ネジにボルトを締め込んだり緩めたりするとアルミの方の雌ネジが駄目になって、雄ネジの締め付けができなくなる。そのために、
上記のものを使う。(日本スプリューとKVKが取り扱っているものが一般的である)
スプリューは母材にした穴を開けて、スプリュータップを立て、ネジと長さに応じたスプリューを挿入工具を使って押し込む。
スプリューが駄目になれば、新しいスプリューを入れればよい。
エンザートは雌ネジが出来上がったナットです。下穴を開けたらそのまま母材を削り込んでねじ込む。そういう方法なので外してもう一度使用することを前提としていない。
では、スプリューのタップで立てた雌ネジが駄目になったら、
エンザートのネジが駄目になったら、
このようなこともよく起きる。
ネジ穴を大きくできる場合は、新たに取り付けるようにワンサイズ大きいネジを作ればよい。
ネジをそのままで行きたい場合は(大抵スペースの関係でこの場合が多い)、
デブコンのようなもので穴を完全に塞いでから新たにした穴から始めればよい。
ちなみに、聞いたところに寄るとエンザートの取り外し方は、平たがねをたたき込んで取り付けた砲攻と反対方向に回せばいいとのこと。メーカーに聞かなければ分からないことでした。
Q:ハンドタップが折れた
ハンドタップが折れて、折れたまま放置して作業を止めている、
そしてステンレスの場合は、タップが立てにくいですよね
という話を伺った。
ステンレスは粘っこい金属ですから、ステンレス用のタップを使用して、切削油剤も使った方がいいですよ、折れ込んだタップは、専用の折れ込みタップ除去工具があるのでそれがいいと思います。30年前はウォルトンのタップエキストラクターしかなかったけど、いまは国内メーカーが作っています。
とお話をした。
まずは、OSGのステンレス用ハンドタップOSG_EX-SUS-HT
切削油剤はステンコロリン、これは少々高いが評判がいい。
また予算があれば、タッパーなどを購入するのもいいと思います。
電動工具のタッパーを使うと手が痛くならない。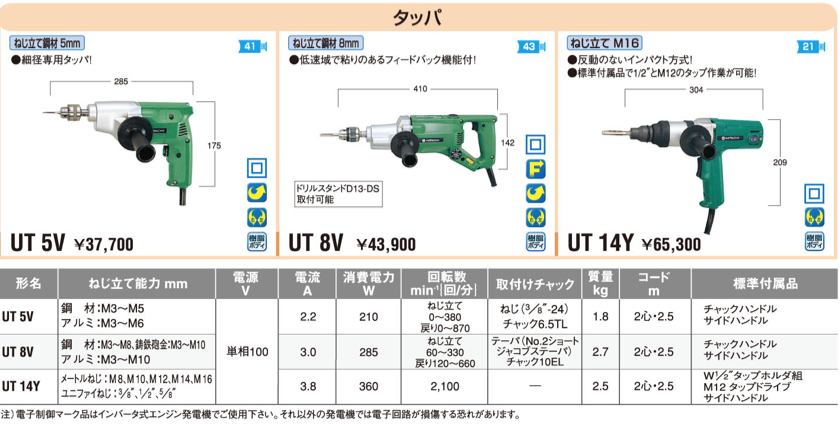
さて、折れたハンドタップの除去は、
ミエラセンタップ除去工具があり、
トラスコのTRUSCOタップ除去工具1、TRUSCOタップ除去工具2などがある。
過去のお付き合いから考えるとトラスコのはミエラセンのOEMかもしれない。
タップ除去工具は、タップハンドルにセットして使用するので注意してくださいね。
コンプレッサを快適に効率良く使うために
コンプレッサの設置に関して気にしていないと故障の原因になったり、エネルギ効率が悪くなるので、
アネスト岩田さんのサイトに掲載されていた内容をアップしておきます。
参考にして末永くコンプレッサとお付き合いください。
設置について
コンプレッサは設置環境によりかなり影響され故障の原因となる事があります。
長く快適にご使用いただくために次の点にご注意ください。
ゴミやほこりの少ない場所を選んで下さい。
鉄粉・石粉・研磨粉・木屑などを吸い込むと、
吸込フィルタの目詰まりによる性能低下や圧縮機内部の異常摩耗による破損事故の原因となります。
吸込フィルタの目詰まりによる性能低下や圧縮機内部の異常摩耗による破損事故の原因となります。
周囲温度が0〜40℃で腐蝕性ガスのない場所でご使用ください。
- 0℃以下の使用は、ドレンの凍結により圧縮機各部に作動不良が発生する原因となります。
- 40℃以上の使用は、ベアリンググリスの劣化やピストンリングの摩耗を早め、寿命低下や破損事故の原因となります。
- 腐蝕性ガスの雰囲気での使用は、コンプレッサの寿命低下の原因となりますので、換気に十分ご注意ください。
室内で湿気の少ない場所に設置してください。
雨水がかかったり、湿気の多い場所(湿度85%以上)では、漏電や火災事故を起こす危険があります。
近くに爆発性ガス、引火性ガス(アセチレン・プロパンガスなど)可燃物のない場所に設置してください。
不適当な場所では、爆発・発火事故の原因になります。
水平で基礎がしっかりしている場所を選び、がたつきのないよう床面に設置してください。
設置が不安定ですと、扉の開閉がかたくなったり、異常振動や異音が発生する原因となります。
保守・点検が用意にできる場所に設置してください。
コンプレッサの周囲に人が入って、十分に点検できるスペースを確保してください。
2〜3台を並列に並べて運転する場合は、間隔を1m以上あけて設置してください。
コンプレッサどうしが温度影響を受け、コンプレッサの寿命低下の原因となります。

換気について
空気は圧縮すると発熱し、周囲温度を上昇させるので換気が必要となります。換気は排気ダクトによる局所換気と全体換気がありますが、局所換気ができない場合は、設置場所の周囲温度が40℃以下になるよう換気が必要となります。
換気量VA

※全体換気量で、温度5℃の場合です。
※換気扇の容量は、建屋の静圧(50Paなど)を考慮して選定してください。
※換気方式及び換気量については、別途お問い合せください。
給気有効面積A

定期点検について
(1) コンプレッサを安全かつ支障なく使用するためには定期的な点検が必要です。
(2) また、事業者に対し定期点検を義務づける法律もいくつかあります。
(3) 点検の実施については取扱説明書をよく読んで行ってください。
残骨検査 – システムスクエア
西日本食品創造展に出展しているシステムスクエア( http://www.system-square.co.jp/ )さんで
骨片の検査を質問したら、たまたまHACCPの専門の方がいて、X線ではチェックできないので、
面倒だけど大手も目視で検査をしていますとのこと。
鳥などは小さいので解剖学的にどこに骨があるのか分かるので、
ありそうなところをチェックして見つけたら取り除く。
牛や豚など大きなものは、解体からやるのではなくて部位になるので、
一定の厚さでスライスして骨片があったら取り除くという作業をしているとのこと。
SXV4075C1W(残骨検査装置)

残骨検査装置の概要
魚のピンボーンや鶏胸肉を目視で検査可能。
画像が鮮明でキレイ
広い検査エリアと鮮明な画像で従来のX線検査機では不可能だった検査を可能にしました。



規格
W:防水(オールステンレス仕様)
| 形名 | SXV4075C1W |
|---|---|
| 検査品寸法 | W350mm×L600mm×H90mm(参考値) |
| 搬送重量 | 10kg |
| ベルト幅 | 470mm |
| 検査エリア | ①2コマモード:W350mm×L600mm ②1コマモード:W350mm×L300mm |
| 検査時間※ | 2コマモード:約6.5秒 1コマモード:約4.5秒 |
| 画像表示部 | 30インチモニタ(オプションで24インチモニタに変更可能) |
| 構造 | 防水構造(コンベア部) IP66相当 |
| パスライン | 850mm±50mm |
| X線最大出力 | 管電圧(最大)50kv 管電流5.0mA ただし300W制限あり |
| 使用環境 | 温度15~30℃ 湿度30~75% 結露しないこと |
| 安全性 | X線漏洩線量率 1μSv/h以下 |
| 質量 | 350kg |
| 電源 | AC200/220V±10% 2.0kVA 50/60Hz |
※…ワークの搬送から合成画像表示までの時間。検査時間は画質、撮影枚数により異なります
外観図

※パトライト、USBメモリはオプションになります
X線残骨検査装置 http://www.system-square.co.jp/xray-inspection/sxv4075c1w残骨検査装置/
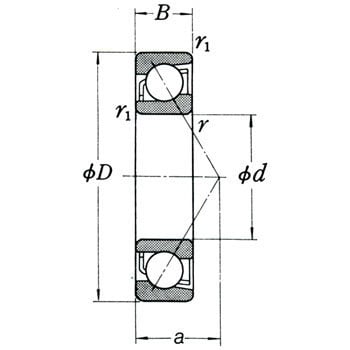
アンギュラ玉軸受と組合わせとシール
単列アンギュラ玉軸受は下図のような構造になっていて、
「ラジアル荷重と一方向のアキシアル荷重を負荷することができます。玉と内輪・外輪とは接触角をもっており、接触角が大きくなるほどアキシアル荷重の負荷能力が大きくなりますが、高速回転には不利になります。また、接触角が小さいほど、 高速回転に有利になりますが、アキシアル荷重の負荷能力は小さくなります。」
このアンギュラ玉軸受を組み合わせることで両方からのアキシアル荷重を受けたり、より強いアキシアル荷重を受けることができます。但し、組み合わせる場合は、ベアリングが隣接するために面加工を施してあるアンギュラ玉軸受を使用しなくてはならない。面加工がないとズレが生じて、保持器やボールが破損する原因になります。
国内メーカーにはアンギュラ玉軸受のシール付はありませんが、シェフラージャパンが取り扱っているFAGブランドには、シール付があります。(2RSとあるものが両側ゴムシール付です)
 |
シャフト直径
mm |
特徴
|
||||
|
20 – 40
|
接触角α = 40°
|
 |
|||
|
20 – 40
|
接触角α = 40°、両側シール付き
|
|
|||
|
30 – 80
|
主な寸法はDIN 628-1に準拠、接触角α = 40°
|
|
|||
|
10 – 180
|
主な寸法はDIN 628-1に準拠、接触角α = 40°
|
|
|||
|
10 – 70
|
主な寸法はDIN 628-1に準拠、接触角α = 40°、両側シール付き
|
|
|||
|
12 – 170
|
主な寸法はDIN 628-1に準拠、接触角α = 40°
|
|
|||
|
15 – 40
|
主な寸法はDIN 628-1に準拠、接触角α = 40°、両側シール付き
|
|
|||
|
25 – 80
|
主な寸法はDIN 628-1に準拠、接触角α = 40°
|
|
|||
|
|
5 – 40
|
複列型
|
|
|||
|
|
10 – 110
|
主な寸法はDIN 628-3に準拠、複列
|
|
|||
|
|
12 – 110
|
主な寸法はDIN 628-3に準拠、複列
|
|
|||
|
|
10 – 100
|
複列型
|
|
|||
参考:http://medias.schaeffler.de/medias/ja!hp.ec/1_R*0*E4*5
軸受は昔、「産業の米」と呼ばれていたもので機械を作るときには欠かせないものです。
これだけでは分かりにくいかもしれないので、ネットで探した、軸受の基本的な説明をしているところを紹介しておきます。
【追記】
国内メーカーで確認したところ、シール付のアンギュラ玉軸受を作っているところはあるが、市販品がないとのことでした。結局FAGでしか入手できないのでした。
三方突合わせ溶接かそれとも継手があるか?
ステンレス製の三方溶接ジョイント32A外径42.7φがあれば、
現在製作に掛かり始めた面倒な工程が継手を購入することによって一度に片づく。ネットで捜したけれどこのタイプの継手が見つからないので困っている。複雑な形状の開先をフライス加工するのは高く付いてしまう。
継手が見つからない今は、32A外径42.7φのパイプを3つ付き合わせて結果を得なければならない。どうしても隙間ができてしまう。角だと簡単なんだけど、丸パイプ溶接溶接の奥深さを垣間見てしまった。
調べ物になっていない(^_^;